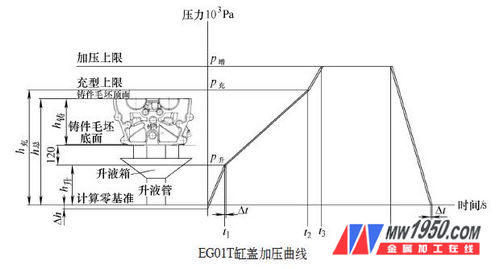
Low-pressure casting involves six main stages: liquid lifting, filling, pressurization, holding pressure, exhaust and cooling, and mold cleaning. Each of these stages requires precise parameter settings, as they directly influence the final product quality and overall production cycle. The diagram illustrates the pressure curve for the EG01T cylinder head during the casting process.
In the figure, "p" represents the hydraulic pressure in liters, "p_filling" refers to the filling pressure, and "p_supercharge" is the supercharging pressure. Time parameters include t₠for liquid lifting, t₂ for filling time, t₃ for pressurization, t₄ for holding time, and t₅ for cooling after exhaust. The height "h" corresponds to the rise of the molten metal level during lifting, typically reaching a distance of 200–300 mm above the tank or lift gate. During the filling stage, h represents the liquid surface height, and Δh indicates the drop in liquid level after each cycle. This drop may require additional pressure compensation (p_fill) and an adjustment in lift time (Δt), which is usually negligible.
The image below provides a visual representation of the pressure curve:
ASHOWER , https://www.ashower.com