The key to formula design is the selection of materials, collocation, dosage, and mixing. The surface looks very simple, but it actually contains a lot of internal connections. It is not easy to design a high-performance, easy-to-process, low-price formula. There are many factors to consider. Below you will find the design points for the ten modified formulations for your reference.
1, the choice of resin
(1) Selection of resin type The resin should be selected to be the one closest to the performance of the modification purpose, so as to save the use amount of the auxiliary agent. For wear-resistant modification, the resin should first consider the choice of three major wear-resistant resins PA, POM, UHMWPE; and if transparent modification, the resin should first consider the choice of three transparent resins PS, PMMA, PC.
(2) Selection of resin grades
The same resin has different grades, and its performance is also very different. You should choose the grade that is closest to the performance of the modification. For example, heat-resistant modified PP can be selected within the range of PP grades with heat distortion temperature of 100~140 °C. We should use PP grades with heat resistance of 120 °C.
(3) Resin fluidity selection The viscosity of various plasticized materials in the formulation is close to ensure processing fluidity.
For materials with widely varying viscosities, a transition material is added to reduce the viscosity gradient. For example, PA66 is used as a transition material in PA66 toughening and flame retardant formulations. HDPE is often used as a transition material in PA6 toughening and flame retardant formulations.
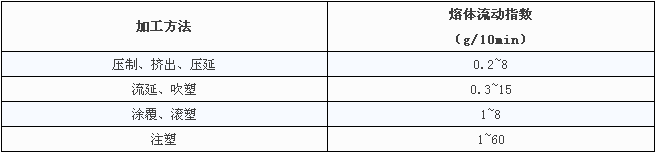
Different processing methods require different fluidity. Different varieties of plastic have different fluidity. The plastic is thus divided into high-flow plastics, low-flow plastics and non-flowable plastics, as follows:
High flow plastics - PS, HIPS, ABS, PE, PP, PA, etc.
Low flow plastics - PC, MPPO, PPS, etc.
Non-flowing plastics - PTFE, UHMWPE, PPO, etc.
Plastics of the same variety also have different fluidity. The main reason is the difference in molecular weight and molecular chain distribution, so the same raw materials are divided into different grades. Different processing methods require different fluidity, so the grades are divided into injection molding grade, extrusion grade, blow molding grade, and calendering grade.
Relationship between different processing methods and melt flow index
Different modification purposes require different fluidity, such as high filling requirements, such as magnetic plastics, filled materials, halogen-free flame retardant cable materials.
(4) Resin selectivity to additives
If PPS cannot be added with lead and copper-containing additives, PC cannot use antimony trioxide, which can lead to depolymerization. At the same time, the acidity and alkalinity of the auxiliary should be consistent with the acidity and alkalinity of the resin, otherwise it will react with both.
2, the choice of additives
(1) Select additives according to the purpose to be achieved
According to the purpose to be achieved, select the appropriate auxiliaries, and the auxiliaries should be able to fully exert their expected effects and meet the specified targets. The specified indicators are generally the national standards of the products, international standards, or performance requirements proposed by the customer. The specific selection range of additives is as follows:
Toughening - selection of elastomers, thermoplastic elastomers and rigid toughening materials;
Enhancement - selection of glass fiber, carbon fiber, whisker and organic fiber;
Flame retardant - bromine (common bromine and environmentally friendly bromine), phosphorus, nitrogen, nitrogen / phosphorus composite expansion flame retardant, antimony trioxide, hydrated metal hydroxide;
Antistatic - various antistatic agents; conductive - carbon (carbon black, graphite, carbon fiber, carbon nanotubes), metal fibers and metal powder, metal oxides;
Magnetic - ferrite magnetic powder, rare earth magnetic powder including samarium cobalt (SmCo5 or Sm2Co17), neodymium iron boron (NdFeB), strontium iron nitrogen (SmFeN) and alumino-nickel-cobalt magnetic powder;
Thermal conductivity - metal fibers and metal powders, metal oxides, nitrides and carbides;
Carbon materials such as carbon black, carbon fiber, graphite and carbon nanotubes; semiconductor materials such as silicon and boron;
Heat resistance - glass fiber, inorganic filler, heat resistant agent such as substituted maleimide and β crystal nucleating agent;
Transparent - nucleating agent, the sorbitol series Millad 3988, which has an alpha crystal nucleating agent for PP, works best;
Wear-resistant - graphite, molybdenum disulfide, copper powder, etc.; insulation - calcined kaolin; barrier - mica, montmorillonite, quartz, etc.
(2) Auxiliary resin has selective red phosphorus flame retardant effective for PA, PBT, PET; nitrogen flame retardant is effective for oxygen-containing, such as PA, PBT, PET, etc.; nucleating agent effect on copolymerized polypropylene Good; glass fiber heat-resistant modification has a good effect on crystalline plastics, and has poor effect on amorphous plastics; carbon black is filled with conductive plastics and has good effects in crystalline resins.
3. Form of additives
The auxiliaries of the same composition have different effects on the modification.
(1) Shape of the auxiliary agent The reinforcing effect of the fibrous auxiliary agent is good. The degree of fiberization of the additive can be expressed by the aspect ratio. The larger the L/D, the better the reinforcement effect, which is why we add glass fiber to the vent. The molten state is advantageous for maintaining the aspect ratio and reducing the probability of fiber breakage than the powder. The spherical auxiliaries have good toughening effect and high brightness. Barium sulphate is a typical spherical auxiliaries, so high-gloss PP is filled with barium sulfate, and a small degree of rigidity and toughness can also be used.
(2) Particle size of the auxiliary
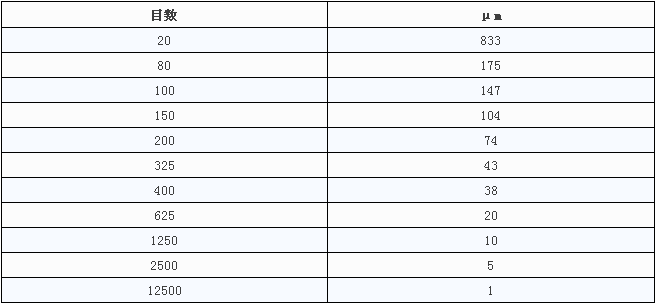
Note: The number of meshes is the number of meshes per square inch of screen.
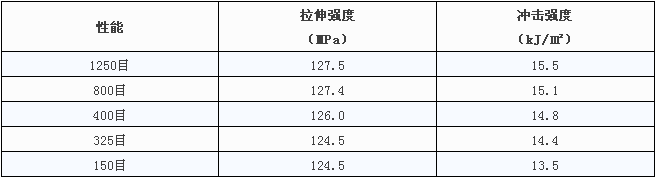
A. Effect of particle size on mechanical properties
The smaller the particle size, the more beneficial the tensile strength and impact strength of the filler material. For example, the effect of 20% wollastonite filling with different particle sizes on the mechanical properties of PA6 is shown in the table below:
Effect of 20% Wollastonite Filling with Different Particle Size on Mechanical Properties of PA6
For example, in terms of impact strength, the impact strength is doubled for every 1 μm reduction in the particle size of antimony trioxide.
B. Effect of Particle Size on Flame Retardancy The smaller the particle size of the flame retardant, the better the flame retardant effect. For example, the smaller the particle size of the hydrated metal oxide and the antimony trioxide, the less the amount of addition to achieve the same flame retardant effect.
For example, the flame retardant effect of adding 80 parts of different sizes of aluminum hydroxide in LDPE is shown in the following table:
Flame retardant effect of adding 80 parts of different sizes of aluminum hydroxide to LDPE

For another example, the addition of 4% of antimony trioxide having a particle size of 45 μm to ABS has the same flame retarding effect as the addition of 1% antimony trioxide having a particle size of 0.03 μm.
C. Effect of Particle Size on Color Matching The smaller the particle size of the colorant, the higher the coloring power, the stronger the hiding power, and the more uniform the color. However, the particle size of the colorant is not as small as possible, there is a limit value, and the limit values ​​for different properties are different. For the coloring power, the ultimate particle size of the azo colorant was 0.1 μm, and the limit particle size of the anthraquinone colorant was 0.05 μm. For the hiding power, the limiting particle size of the colorant is about 0.05 μm.
D. Effect of Particle Size on Conductive Properties Taking carbon black as an example, the smaller the particle size, the easier it is to form a network-like conductive path, and the same conductive effect is added to reduce the amount of carbon black added. However, like the coloring agent, the particle size also has a limit value, the particle size is too small to be gathered and difficult to disperse, and the effect is not good.
(3) The surface treatment auxiliary of the auxiliary agent should have good compatibility with the resin, so as to ensure the dispersion of the auxiliary agent and the resin according to the expected structure, to ensure the completion of the design index, and to ensure the long-lasting effect of the effect in the service life. Lifting, migration resistance, and resistance to precipitation. Most formulations require uniform dispersion of the auxiliaries and the resin. For barrier formulations, it is desirable to distribute the auxiliaries in the resin layer.
In addition to a small amount of additives such as surfactants, good compatibility with the resin is the key to its efficacy and increased addition. Therefore, it is necessary to try to improve or improve the compatibility, such as surface activation treatment with a compatibilizer or a coupling agent.
After the surface of all inorganic additives has been treated, the modification effect will be improved. Especially the filler is most obvious, and other glass fiber, inorganic flame retardant and the like.
The surface treatment is mainly a coupling agent and a compatibilizer, the coupling agent is specifically a silane, a titanate and an aluminate, and the compatibilizer is a maleic anhydride graft polymer corresponding to the resin.
4, the reasonable amount of additives
(1) The more additives are added, the better: such as flame retardant, toughening agent, magnetic powder, barrier agent, etc.
(2) Some additives have the best value: if the conductive additive is formed into the electrical pathway, it can be added without effect; the coupling agent can be coated on the surface, and then useless; antistatic agent, A charge venting layer may be formed on the surface of the product.
5, the relationship between the auxiliary agent and other components in the formulation of the selected additives in the role of their own, while minimally affecting the effectiveness of other additives, preferably synergy with other additives. In a specific formulation, many different types of auxiliaries may be added for different purposes, and the interrelationship between these auxiliaries is complicated. Some additives have a synergistic effect, and some additives have an antagonistic effect.
(1) Synergies
Synergistic means that the effect of adding two or more additives together in a plastic formulation is higher than the average value of the individual additions.
In the anti-aging formula, the specific synergy is:
Two phenolic antioxidants having different steric substituents with steric substituents have synergistic effects;
Two kinds of amine antioxidants with different structures and activities have synergistic effects;
The synergistic effect of the combination of amines with different oxidation resistance and phenolic antioxidants;
The fully hindered phenols and phosphite antioxidants have synergistic effects; the semi-hindered phenols and thioester antioxidants have synergistic effects and are mainly used in indoor products;
Hindered phenolic antioxidants and hindered amine light stabilizers; hindered amine light stabilizers and phosphorus antioxidants;
A hindered amine light stabilizer and an ultraviolet light absorber.
In the flame retardant formula, there are many examples of synergy, mainly:
In the halogen/antimony composite flame retardant system, the halogen flame retardant can react with Sb2O3 to form SbX3, and SbX3 can isolate oxygen to achieve the purpose of increasing the flame retardant effect;
In the halogen/phosphorus composite flame retardant system, two types of flame retardants can also react to form high-density gases such as PX3, PX2, and POX3, which can function to isolate oxygen. In addition, the two types of flame retardants can also promote each other in the gas phase and the liquid phase, thereby improving the flame retarding effect.
(2) Counteraction
Counteraction means that the effect of adding two or more additives together in a plastic formulation is lower than the average value of the individual additions.
There are many examples of countermeasures in anti-aging plastic formulations, mainly:
HALS-based light stabilizers are not used in combination with thioether-based antioxidants because the acidic components of thioethers inhibit the photostability of HALS.
Aromatic amines and hindered phenolic antioxidants are generally not used in combination with carbon black ultraviolet light shielding agents because carbon black catalyzes the direct oxidation of amines or phenols to inhibit the antioxidant effect.
There is an antagonistic effect between commonly used antioxidants and certain sulfide-containing compounds, especially polysulfides. The reason is also that polysulfides help to oxidize.
If HALS is not compatible with acidic additives, acid additives will be salted with alkaline HALS, resulting in failure of HALS; in the presence of acidic additives, generally only UV absorbers can be used.
In the flame retardant plastic formula, there are also examples of countermeasures, mainly:
The halogen flame retardant and the silicone flame retardant are used together to reduce the flame retardant effect;
The combination of red phosphorus flame retardant and silicone flame retardant also has an antagonistic effect.
Other examples of confrontation are:
Lead salt additives cannot be used together with additives containing sulfur compounds, otherwise lead pollution is caused. Therefore, in the PVC processing formula, the lead stearate lubricant and the thiol organotin should not be added together; the thiol tin stabilizer can not be used in the insulation layer of the copper cable, otherwise it will cause copper pollution; In the filling formula of a large number of oil-absorbing fillers, the amount of oil additives such as DOP and lubricant should be increased accordingly to compensate for the absorbed portion.
6, the ingredients of the formula should be mixed evenly
(1) Some components are added in portions to the formulation in which the filler is added in a large amount, and the filler is preferably added in two portions. The first time in the hopper, the second time in the middle side feed port. For example, if PE is added to a halogen-free flame retardant formulation of 150 parts of aluminum hydroxide, it should be added in two portions, otherwise it cannot be granulated. For the coupling agent treatment of the filler, it is generally sprayed in three times to be evenly dispersed, and the coupling effect is good.
(2) Reasonable arrangement of feeding order In the formula of PVC or filled masterbatch, the order of feeding of various materials is very important. In the filling masterbatch formulation, the filler should be added first, and the water can be removed after mixing and heating, which is beneficial to the subsequent coupling treatment. In the PVC formulation, the external lubricant is added later to avoid affecting the uniform mixing of other materials.
7. The negative impact of the formulation on other properties
The designed formulation should not degrade or minimally affect the basic physical and mechanical properties of the resin. At the very least, the original properties should be retained, and it is desirable to improve some properties of the original resin. For example, the high-filling formula has a great influence on the mechanical properties and processing properties of the composite material, and the impact strength and tensile strength are greatly reduced, and the processing fluidity is deteriorated. If the product has specific requirements on the mechanical properties of the composite, specific compensation should be made in the formulation, such as adding elastomeric material to compensate for impact properties, and adding lubricant to improve processing performance. Here are a few of the performances that are often affected:
(1) Impact Most inorganic materials and some organic materials reduce the impact properties of the formulation. In order to compensate for the impact strength, it is necessary to add an elastomer when designing the formulation. Such as in the filling system of PP / talcum / POE formula, in the flame retardant system ABS / decabromo / antimony trioxide / toughener formulation.
(2) Transparency Most inorganic materials have an effect on transparency. Selecting an inorganic material with a refractive index similar to that of a resin will have less effect on transparency. Recently, transparent filler masterbatch is relatively popular, mainly for HDPE plastic bags. The addition of special varieties of talc powder has little effect on transparency, but it is not absolutely unaffected. Organic materials also have an effect on transparency, such as PVC toughening, only MBS does not affect transparency, while CPE, EVA, ACR affect its transparency. In inorganic flame retardant materials, colloidal antimony pentoxide does not affect transparency.
(3) Colority Some resins are dark in color, such as the phenolic resin itself is brown, and the polyaniline itself is black. Some additives also have color properties, such as carbon black, carbon nanotubes, graphite, molybdenum disulfide are black, red phosphorus is dark red, various colorants are colorful. In the formulation design, we must pay attention to the color and discoloration of the additive itself. Some additives are very dark in color, which will affect the color of the product and make it difficult to process light-colored products. Some additives are white in color, but they change color during processing due to high temperature reaction. For example, wollastonite itself is white, but it is light gray after being processed into resin.
(4) Other properties The thermal conductivity modification of plastics is generally the addition of metal and carbon thermal conductivity agents, but such thermal conductivity agents are conductive agents, which increase the electrical conductivity and increase the electrical conductivity, thereby affecting the insulation. Many of the heat conduction materials are used for insulation, such as circuit boards, connectors, and packaging materials. To this end, it is necessary to insulate and conduct heat and conduct conductive agents with conductivity, and only add insulating heat conductive agents, such as ceramic metal oxides.
8. The formula should have a processability formula to ensure proper processability to ensure the molding of the product, and has no adverse effect on the processing equipment and the use environment. The heat resistance of the additive in the composite material is better, and evaporation and decomposition do not occur at the processing temperature (except for the crosslinking agent, the initiator and the foaming agent); the addition of the auxiliary agent has little influence on the original processing property of the resin; The wear and corrosion of the equipment should be as small as possible, and no toxic gas is emitted during processing, which will damage the health of the processing personnel.
(1) Mobility Most inorganic fillers affect the processability. If the amount of addition is large, it is necessary to add a processing modifier to compensate for the loss of fluidity, such as adding a lubricant. Organic additives generally promote processability. For example, decabromodiphenyl ether and tetrabromobisphenol A flame retardant can promote processing fluidity, especially the effect of tetrabromobisphenol A is more obvious. A general amount of lubricant is required for the general modified formulation.
(2) Heat resistance guarantee additive should not be decomposed during the processing, except that the foaming agent, initiator and cross-linking agent must be decomposed due to functional requirements. Also pay attention to the following points: aluminum hydroxide due to low decomposition temperature, not suitable for use in PP, can only be used in PE; tetrabromobisphenol A due to low decomposition temperature, not suitable for ABS flame retardant; most organic The dye has low decomposition temperature and is not suitable for high temperature processing engineering plastics; the decomposition temperature of perfume is low, generally below 150 °C, only low-processing resin such as EVA can be used as carrier; modified plastic formula is sheared during processing. Strongly, it is necessary to add an antioxidant to prevent thermal decomposition from occurring, which causes the raw material to turn yellow.
9. Environmental protection of plastic formula components
The specific requirements are that the various additives in the formula are harmless to the operator, harmless to the equipment, harmless to the user, and harmless to the environment. In the past, the scope of environmental protection was small, but it was only non-toxic to food, medicine and other human contact. The current requirements are high, and indirect contact with the human body does not work, and there is no pollution to the environment, such as soil, water, and the atmosphere.
(1) Human health
The resin and selected additives should be absolutely non-toxic, or their content should be controlled within the specified range.
(2) Environmental pollution
The selected components do not contaminate the environment. For example, lead salt can not be used for the upper water pipe and the cable sheath, because the components will be infiltrated into the soil from the buried water pipe and the overhead cable sheath through the rain, and the humans will be eaten after the crops are absorbed. Several plasticizers DOA and DOP cannot be used in toys and food packaging films. Lead, cadmium, hexavalent chromium, and mercury heavy metals cannot be used to contaminate the soil. Polybrominated biphenyls and polybrominated diphenyl ethers cannot be used to produce dioxins, which pollute the atmosphere.
10, the price and source of additives
On the basis of meeting the above requirements of the formula, the lower the price of the formula, the better. In the specific selection of additives, the same type of additives must be selected at a lower price. For example, in the stable formulation of PVC, do not choose organotin stabilizers for lead salt stabilizers; in flame retardant formulations, zinc borate may not be selected for antimony trioxide or molybdenum oxide. The following principles should be followed:
Choose low-priced raw materials as much as possible - reduce product costs;
Choose stock materials as much as possible - no purchase;
Choose local raw materials as much as possible - low transportation costs, reduce inventory and save liquidity;
Choose domestic raw materials as much as possible - imported raw materials are greatly affected by foreign exchange, trade policies, transportation time and other factors;
Choose as much as possible of the general raw materials - new raw materials distribution units are small, not easy to buy, and the performance is unstable.
- Shantui,Shanghai,Pengpu,Hebei,XuanGong,Inner Mongolia Dadi,Zoomlion series Bulldozer,Daifeng Pipelayer Maintenance Service and spare parts .
- Shantui,Degong,XCMG,LiuGong,XGMA,SDLG,Wheel loader,Grader,Road Roller and Spare parts.
- CCEC,DCEC,Weichai Steyr,Shangchai,Xichai,Engine Unit and Diesel Generator set and spare parts.
- Komatsu,Cat,Hitachi,Volvo,Case,Sany,XCMG,SDLG,Lishide,etc spare parts, Maintenance and Multi-functional parts.
Bulldozer Engine Parts,Bulldozer Hydraulic Parts,Bulldozer Electric Parts,Bulldozer Structural Parts, Bulldozer Bearing ,Bulldozer Undercarriage Parts,Bulldozer Seal Ring.
We have rich experiences Maintenance Technical Engineer team,which means can provide Customs with highly efficiency Maintenance Services.In the past few years ,we have running the Maintenance services very well all over the world,solved the problems in time,because of our outstanding technical services for Bulldozer,Pipelayer,Excavator.
With the Independence Rights of Imp&Exp,Our business have covered every part throughout the country.Under The Belt and Road Initiative,International business also has developed to Russia, CIS countries,Middle east area,South America,Africa etc
Be Faithful to Our Original Aspiration and Continue Marching Forward,to achieve the Cooperation win-win target. Hand in hand with friends from Local and abroad,make the harmony and bright future is our Pursuit!
Bulldozer Undercarriage Parts
Bulldozer Track Link, SD22 Shantui Undercarriage, T170 OEM Carrior Roller Parts, T170 Track Roller For Bulldozer,SD7 Track Roller Single Double
Jining Changsong Construction Machinery Co., Ltd. , https://www.jncsmachinery.com